Turn on circuit and air circuit First turn on the power switch, then pull the airway through the valve back, the airway will be open. In the printing process, it is inconvenient to reuse the “single-cycle†key on the operation panel. Printing workers often use the foot switch to perform single-cycle work. In this way, it is possible to artificially control the time for loading and unloading the substrate. Therefore, it must also be Connect the foot switch to the circuit firmly (there is a reserved special socket on the base) and finally connect the air compressor power. Network distance debugging The difference between aerodynamic curved surface printing machine and flat surface printing machine is that its printing platform can move up and down. When the printing platform is down, we can put the substrate in the bearing frame and wait for printing. When the working platform rises, it can be carried out. Scratch. The debugging of the network distance must be cautious and careful, and must not be rushed. Otherwise, the substrate collided with the screen will cause damage to the machine components. First, press the “Lift†button on the operation panel. At this time, there is a certain distance between the raised working platform and the printed screen. Use a caliper to measure the distance between the top of the bearing and the screen. If the measured value is greater than or equal to the diameter of the substrate, the substrate can be placed on the bearing frame for a second adjustment. If the distance between the printing material and the screen is twice larger than the value we need, we can rotate the platform lift wheel on the base clockwise to lift the worktable up until we are satisfied (Substrates and nets) The distance between the plates should be controlled between 1 and 1.5mm. Adjustment of Scraper, Ink Blade and Rotation Centerline of Substrate Raise the working platform so that the distance between the printing material and the screen is 1~1.5mm, then loosen the screw between the top frame of the razor frame and the frame holder so that the frame rest will fall, and the squeegee in the frame will be When the distance between the screens is 1mm, lock the screws. Press the “Squeegee Adjustment†key on the operation panel, the air circuit is connected, the blade falls into the screen, observe whether the doctor blade is in contact with the substrate (turn the substrate by hand, the substrate rotates and there is a certain distance between the substrate and the screen). Friction). If there is a deviation in the distance, adjust the setting screws on the squeegee cylinder to make the best contact. The adjustment of the ink-jet knife is also the same as the adjustment principle of the doctor blade, except that the ink-removing knife cannot be cut into the screen; it should be kept parallel to the screen plane, and the best position is between 0.2-0.4 mm from the screen. . The height of the blade is based on the rotation centerline of the substrate. When the blade is in contact with the substrate through the screen, the scraper line is the same line with the rotation centerline. During the printing process, the scraper line must be constantly corrected. Whether the substrate rotation centerline of the substrate is reunited together can guarantee the quality of printed products and improve the production efficiency. Tapered printing Because the open surface and the bottom surface of the taper substrate are not equal, the work platform must be tilted so that the substrate can be printed parallel to the screen. There is a taper adjustment screw at the bottom of the working platform. Adjust the height of this screw to tilt the working platform to the angle we need. In addition, the graphics of the taper substrate are arranged in a fan-shaped pattern on the screen. When designing the graphic and text with a computer, the fan-shaped outline must be accurately drawn and the graphic is filled in the outline. Ink test Since the glass material is fragile, it brings difficulties to the production of molds and fixtures. The glass products are different from the plastic products produced by the injection molding process. The injection molding has already been positioned and the glass products themselves are in the firing process. There is a deviation in size, which adds a lot of difficulty to color printing, and it is not easy to overprint very accurately. For irregular surface prints, printing with a curved press is not possible at all. Water transfer printing is generally used. The ceramic and glass water transfer ink produced by Japan's Tanaka Chemical Co., Ltd. has stable quality, bright ink layer and good fastness. It can be printed by hand or mechanically. The printing process flow is as follows: water transfer printing paper printing and low temperature glue watermark text design Printing oil printing cover oil is transferred to the substrate. V. Several issues that should be noted during operation 1. According to the pattern size of the substrate, select imported or domestic water transfer paper with different grammage. The transfer paper must be aired in advance (sunshould not be directly exposed) so that the moisture absorption rate of the paper can be synchronized with the temperature and humidity of the printing shop to ensure accurate printing. degree. 2. The mesh size of the three screens of glue, pattern and varnish must not be less than 250 mesh/inch (1 inch = 2.54 cm). Otherwise, the printed ink layer is too thick, there are traces of ink on the ink layer, affecting the appearance of the quality of printed products. The cover oil is generally printed with a 100 mesh/inch screen. If the pattern area is large, it can be printed twice, so that the cover layer does not break easily when the slide is transferred, and the quality of the transfer can be guaranteed. 3. After finishing the transfer, the moisture between the substrate and the sticker must be removed. The soft scraper, the latex foam block can be used for scraping and pushing, and the local raised small blisters can be drained by acupuncture. The process of scraping moisture is directly related to the integrity of the pattern of the water transfer printing product and must not be underestimated. 4. The clean water-cutting water transfer product can be sent to the oven at 50~60°C for 10 hours in the workshop. After baking for 20~30 minutes, it will be taken out. After the temperature drops, the cover layer will be torn off and then re-inserted. In the oven (180~200°C), for 30~40 min, the ink layer can be completely dried and bright, strong, solvent resistant and friction resistant. 5. The high-temperature sintered ink (glass glaze) is fused to the glass surface after firing, and therefore, it has high solvent resistance, chemical resistance, and scratch resistance, and is commonly used to print high-grade daily drinking utensils. Glass products for special occasions. Sintered ink can be directly printed on glass products, but an oven needs to be purchased. When the temperature of the furnace rises to 550°C, the glaze can be completely melted and the glass is fused together. Therefore, its fastness to adhesion is in all glass. The best ink. The high-temperature sintering ink transfer process flow is: water transfer paper → printing graphics → printing cover oil → transfer to the substrate. The release layer formed after the cover oil is dried can be volatilized (200°C or so) as the temperature of the oven rises, without artificial tearing. The printing process of curved glass products is relatively complex, and corresponding printing methods are used for different shapes of objects. At the same time, many fixtures and dies are needed. The printing of glass products can also use pad printing technology, but the manufacturers of printing glass ink in China are very There are many private manual screen printers that can be made by civil craftsmen. It is also very convenient and quick to use. In short, as long as we master the process principle of surface printing, and constantly explore and accumulate experience in practice, we will be able to print beautiful and colorful images. Joystar Electrical Appliances Manufacturing Co.,Ltd , https://www.fscnjoystar.com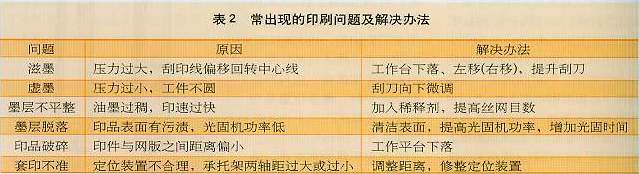
At the starting point of the screen, a small amount of ink is smeared with a squeegee, and the "single cycle" key (or foot switch) is pressed on the operation panel. At this time, the squeegee falls into contact with the substrate and is fixed on the gliding frame. The screen frame is leftward to scratch, and when it is beyond the graphic, it is intercepted by the positioning block, the blade lifts, the ink blade falls, and continues to the right. After the ink returning task is completed, the screen rack stops at the starting point. When we take out the prints, we should carefully inspect whether the inks at the graphic and text offices are even and bright, and the colors are accurate. If any problems are found, we should promptly find out the reasons. The frequently occurring printing problems are shown in Table 2.