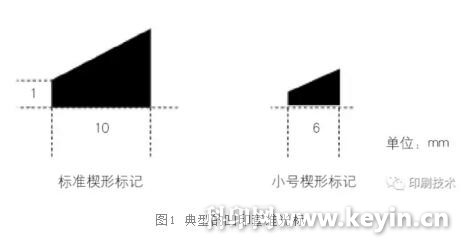
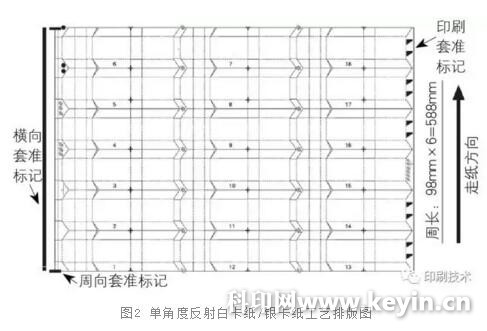
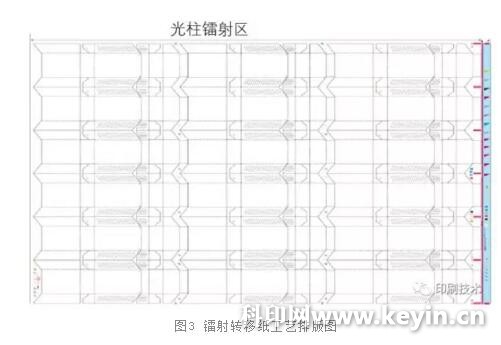
With the smooth integration and development of the tobacco industry brand, domestic high-speed cigarette packaging equipment has been put into production smoothly. In order to effectively improve production efficiency, all tobacco companies have accelerated the pace of technological transformation of cigarette packaging equipment, high-speed automatic packaging equipment and reel packaging equipment. As the proportion of cigarette packaging materials continues to increase, this has prompted more and more cigarette pack printing companies to accelerate investment in supporting production equipment, upgrade product production processes, and improve process automation and product quality. Effectively reduce costs. In this particular period, the author's Jinshan Mountain Gravure Printing Co., Ltd. carried out the configuration of the round paper rounding production line through purchase and joint research and development. In the application process of the round paper rounding production line, the author summarized the design and optimization of the printing, hot stamping, die cutting and automatic packaging of hard pack products, and will be divided into three parts to share with you. This paper first discusses the design and optimization of the circular press printing process for cigarette packets. In recent years, more and more cigarette-pack printing companies in the industry have implemented the production method of web-printing offline round-pressing hot stamping die-cutting, on the seamless printing of individual products and the production process of paper sheets. Advantages and differences, etc., this article will not be described, mainly to propose the following points to discuss with peers. About the printing and winding system If the cigarette printing enterprise plans to adopt the web printing reel production mode, it is best to purchase the active winding system when purchasing the gravure printing machine or the reel receiving device, which is compatible with the passive winding system. The main differences are as follows. (1) The active winding is directly driven by the motor through the mechanical drive to rewind and rewind, generally adopting a two-axis (or three-axis) turret structure. Moreover, in order to ensure the tightness of the reel winding, the active winding must make the reel and the composite line speed the same, so it is required to have constant tension, constant line speed transmission, and constant power required to decrease the rotation speed as the winding diameter increases. Track. In addition, the active winding also requires the selection of a soft-characteristic motor whose transmission torque is inversely proportional to the rotational speed. At present, many AC torque motors and series-excited DC motors are used. Among them, the characteristics of the series-excited DC motor are similar to the active winding characteristics. The volume is of good quality. (2) Passive winding is to press the two sides of the winding on the large-diameter surface roller by friction to drive the winding, so the linear speed of the winding roller should always be consistent with the surface roller. Because the paper for cigarettes is thicker, the tension between the inner and outer rings is difficult to be consistent. Therefore, seamless printing on the web can easily lead to changes in the repeat length of the printed pattern, especially for thin coated paper. If the overprinting is required, the overprinting is often performed. The loss is large. For the original direct configuration of the winding system, for example, Bobst gravure printing machine is mostly equipped with the French Monomatic company's winding unit, and the general manufacturers will carry out detailed training. Sometimes the manufacturer will install other systems. For example, our Bobst gravure printing machine was originally equipped with a wire-cut flat unit, and later a Martin Winding System. The system adopts the active winding design, but in the debugging process, the printing registration has been very good and the material is very neat, but the paper roll in the post-process offline round-pressing hot stamping has a large running limit and an amazing scrap rate. Repeated inspection and analysis revealed that the reason was that the printing tension and the winding tension did not match well, and the repeat length of the printed pattern did not meet the requirements. Confirmation of the repeat length of the printed pattern Domestic cigarette packs are mainly concentrated in the two major groups of Yuncheng plate making and Seiko plate making. Some foreign cigarettes are designated by Indonesian manufacturers to use electronic engraving, laser engraving and other processes. After years of development, the quality of the plate rolls of various manufacturers is relatively stable. . However, due to the different brands and driving methods of gravure printing equipment of different cigarette printing enterprises, most of the cigarette printing enterprises adopt the following methods when formulating the traditional web printing and flattening process and determining the printing circumference. (1) The diameter of the plate roller is increased by 0.02mm, which is more common in the traditional mechanical shaft driven gravure printing machine. (2) The plate roller has no increment or small increment (for example, 0.01 mm), which is more common in electronic shaft driven gravure printing machines. (3) The plate rolls are not incremented, and the printing pattern is enlarged in the circumferential direction as a whole. Regardless of the method used, it is necessary to ensure that the error between the repeat length of the key color and the design circumference is ±0.15mm after the printing is wound, and the inner and outer rings are consistent. If the key color is not the first color, the diameter of each color is required. Recalculation, the individual color diameters may need to be decremented, which is beneficial to the registration of round and round processing. Register cursor design 1. The design of the registration cursor in the paper feed direction (circumferential direction) It should be determined according to the requirements of the gravure register registration system. It is consistent with the traditional web printing and flattening method. Most of them use triangle marks or wedge marks. Take the Bobst 820 gravure machine as an example. The standard wedge shape. The marking length is 10mm, and the short end of the wedge is 1mm. As shown in Fig. 1, the small wedge mark has a length of 6mm, which is mostly used for overprinting of soft packs. For the hot-pressed and die-cut cigarette packages after the web printing, it is necessary to understand the working principle and requirements of the hot stamping machine and the die-cutting machine registration system, and to process the hot stamping and die-cutting after printing separately at the appropriate position of the paper. The required registration cursor or identification mark. At present, there are mainly the following types of registration cursors in the paper feeding direction of the post-processing equipment such as the web bronzing machine and the die-cutting machine: rectangular marks, chromatic aberrations (which may be part of the printed pattern), and shared printing registration. Wedge mark. The registration cursor is typically produced on a printing plate of a key registration color for the corresponding processing operation. Pay attention to the following two problems when processing the registration cursor. (1) The registration system of the web printing equipment of individual brand models is not strong in anti-interference, and there should be no interference within 30mm before and after the circumferential registration cursor, such as product pattern, gravure registration mark, color block, etc. Can achieve 20mm anti-interference ability, individual equipment even requires the registration cursor can not have other interference patterns in the entire circumference, but this will affect the future production costs, should be investigated when purchasing equipment. (2) Most of them use rectangular marks with a width of 3 mm and a length of more than 5 mm, generally 3 mm × 7 mm. Individual brand gravure presses use Eltromat's Sincon-star registration system or Bobst's Registron registration system to directly identify printed register wedge markers, as well as individual designs using camera micro-pointing The sensor is detected and the cursor is extremely small. The solution is expensive and uses less. If conditions permit, the number of circumferential registration cursors in each repeating perimeter is as close as possible to the post-processing hot stamping, die-cutting cycle, or proportional. For example, the hard case is generally 18-print, 18-hot, 24- or 30-die. In this case, consider setting a registration cursor in the empty position of each horizontal row for hot stamping and die-cutting. The common use of the register can not only improve the recognition ability of the registration cursor of the post-processing equipment, but also shorten the registration time of the post-processing equipment and reduce material waste. 2. Axial (horizontal) registration cursor design The axial (horizontal) registration is mostly realized by the correcting and guiding device. The registration cursor is generally a continuous tracking line with a width of 0.5 to 2.0 mm. The individual gravure printing machine also uses the tracking line to be laterally corrected, and the tracking line can be shared. . It should be noted that the tracking line is not required if the system is used to identify the printed register wedge mark and the register signal is used to directly drive the corrector. The correction system of the spot probe is used with low precision and anti-interference ability. It is required to reserve 2mm blank on the left and right sides of the tracking line. There should be no interference, which will cause paper waste. Please pay attention to the equipment selection. Correction and guidance system using CCD/CMOS probe. Taking a brand of gravure printing machine as an example, the traditional single-angle reflective white cardboard/silver cardboard paper layout is shown in Figure 2. For laser transfer paper, especially the light column laser paper, if the registration cursor is directly printed on the laser area, the register photoelectric probe is prone to diffuse reflection when the mark is read, the signal waveform is unstable, the overprint fluctuation is large, and the printing package is generally pre-prepared. Leave a separate white or silver edge. The typical layout is shown in Figure 3.
Home and Office Table series are big series and
multipurpose that it includes Side Table, Laptop Table, Computer Table and so
on.Those can be used for Office and Home.Material also can be wood, MDF, steel
frame and so on different on different customer`s requirement.
HEALTH AND WELLNESS: Standing Desk encourages greater
movement throughout your day while helping optimize your cognition, improve
focus, enhance collaboration, reduced back and neck pain, increase productivity
and boost calorie burn.
Office Desk, Executive Desk, Standing Desk,Home Office Computer Table
Foshan Hollin Furniture Co.,Ltd , https://www.foshanhollin.com