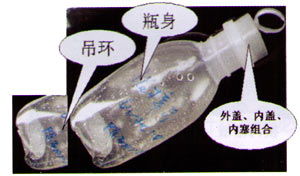
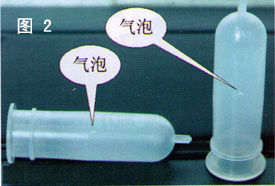
The PP plastic infusion bottle consists of a bottle (preform), an inner lid, an outer lid, a lifting ring, and an inner plug. (Figure 1). The production is mainly injection, and the material is mainly BOPP. The above products are in the production process. The main defects are the appearance of air bubbles, vacuum bubbles, black spots and black lines in the products. The reasons for these defects and their solutions are analyzed as follows. Bottles (preforms), the production of large infusion bottles is injection molding machine injection molding preforms, which is what we often say PP preform, the material is BOPP. If there is a process defect in the PP preform during the injection process, it will be directly reflected on the blown bottle, so sometimes the bottle defect, we have to find a problem on the preform. PP bottle blanks and bottle defects caused by the bottle blanks are mainly bubble problems. Bubbles have already been generated when the bottle blanks are injected. This preform is blown into a bottle as shown in Figure 3. There are several types of bubbles in the preform, and the reason is not the same. Generally, we judge according to the position of bubbles. Bubbles in this position as shown in Figure 2 are due to poor plasticization. In the process, we can solve this problem by increasing the back pressure, lowering the screw speed, and increasing the cylinder temperature. However, the production efficiency will be reduced, which cannot be tolerated. Therefore, professional injection molding machine manufacturers will deal with this by changing the structure of the screw. This will not only solve the bubble problem, but will not reduce the production efficiency, and it can even increase the production efficiency. This is the situation where gas is produced in the middle of the product; if bubbles are created at the bottle mouth, as in Figure 4, there will generally be white spots, white lines or burning spots due to the standard phenomenon of poor exhaust. It is caused by poor exhaust gas. It can use multiple injections. The last one is injected at a slow speed to reduce the clamping force and improve the mold's exhaust effect. As shown in Figure 5, “bubbles†will appear at this position. In fact, there is no “steam†in the “bubbles†of this place, but a standard vacuum bubble. This is due to the fact that the pressure-retention time during injection is not enough and there is a backflow phenomenon. Due to the shrinkage, it is necessary to increase the pressure holding time and holding pressure. In addition, after the bottle is blown, defects such as those shown in Figs. 6 and 7 occasionally occur. The lateral folds in Fig. 6 are after the bottle is blown. The number of the blanks is indefinite. The folds are formed on the inner wall of the bottle and are warmed when the bottle is blown. Not enough, that is to say, when the bottle is blown, the outside temperature of the preform reaches the high elastic state of the plastic. However, the internal temperature of the preform is not reached, so that the inner wall of the preform is rigidly dragged during the blowing of the bottle, resulting in lateral wrinkles, and the blown bottle has a rough surface and pit defects. Therefore, the defect of Fig. 6 has nothing to do with the preform itself, which is a problem in the blowing process. The defects of Fig. 7 are related to the injection molding process and mold of the preform. Fig. 7 shows the longitudinal stripes appearing on the fixed preform. The study of the longitudinal stripe relates to the removal of the preform during demoulding. The preform is molded during demoulding. The cavities scrape the same stripes as the stripping direction, and these strips are amplified when the bottle is blown and the above defects occur. So the smarter craftsman found that if you cast off the defective preform core, the problem can be solved, but it will appear again after some time, which means that this is not the key to the problem. In fact, the preform is scratched by the mold core (debonded), which is related to the overmolding force of the product. Excessive molding force is related to the injection pressure and excessive pressure maintenance. If the injection pressure and pressure are too large, why? Other cavity does not have this problem? After the study found that the cavity of the preform has a large mold force and its gate. After measurement, the cavity of the preform cavity in question is larger than the other cavity. This is where the problem lies. Large gates, good pressure transfer, and large preform molding force will cause mold release and scratches. General PP preform gate is 2mm (also 3mm). If the gate of one of its preforms exceeds 2.1mm. The above problem will occur. The eccentricity of the preform is the main cause of the uneven thickness of the bottle wall. The eccentricity of the preform is caused by the excessive injection pressure and holding pressure, which results in the eccentricity of the mold core; the core itself is inclined or the strength of the core is not good, which can cause The above problem. Cover, PP+ elastomer. Due to the presence of elastomers. Therefore, the main defects of the outer cover are black spots and vacuum bubbles, as shown in Figure 8. This is a typical compound decomposition black spot, due to the better temperature resistance of PP than elastomer. Therefore, the elastomer easily decomposes to generate black spots. The process can be solved by reducing the barrel temperature, back pressure, and rate of fire, but the adjustment is more difficult and there will be some side effects. It is better to solve from the screw structure of the injection molding machine, and the PP special screw of Cosmos Machinery can effectively solve this problem. Vacuum bubbles tend to appear at the thick edges of the outer cover, as shown in Fig. 8. The main reason is that the vacuum bubbles are formed, and the problems can be solved by the methods such as holding pressure. Inner cover, material PP+ elastomer. In addition to the appearance of black spots like the outer cover, the inner cover is most likely to have air bubbles, as shown in FIG. 9 , in particular, air bubbles tend to appear at the edges of the inner cover. Due to the fact that the wall of the inner lid is not very thick, the chance of vacuum bubbles is not very large. Generally, it is a bubble. The reason is poor exhaust. Because it is the last part of the rubber flow, and the injection molding machine used is relatively large, the exhaust gas is very normal. Generally, it can be solved by reducing the rate of fire and the clamping force. Reprinted Source: China Packaging Bottle Net The size of the leather Sleeper is small which takes less space and easy to move. You can have a leather sleeper at your office which is more comfortable for lunch break. And you can use it as a sofa at office time. The leather sleepler sofa is also easy to intall. There are different types of leather sleeper, you can choose the leather sleeper suitable for you. Leather Sleeper,Elegant Sleeper Lounger,Living Room Leather Sofas,Leather Sectional Sofa Loveseats Kaifeng Lanwei Smart Home Co., Ltd , https://www.manualrecliner.com